碳化硅輥棒的成型工藝
(1) 碳化硅輥棒廠家注漿成形法:注漿成形法主要通過石膏模具成形,曾在輥棒生產(chǎn)的初期使用,由于生產(chǎn)效率低,燒成后產(chǎn)品的外觀質(zhì)量及直線度���、圓度等較差,輥棒強(qiáng)度低,目前已很少使用����。
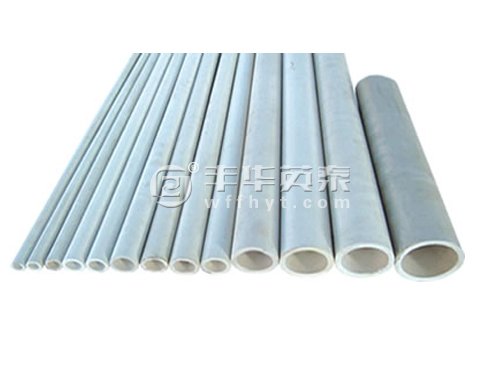
(2) 練泥擠管成形:由于該成形工藝可進(jìn)行連續(xù)式生產(chǎn),機(jī)械化程度高,大大降低了勞動(dòng)強(qiáng)度,同時(shí)產(chǎn)品的外觀質(zhì)量�、強(qiáng)度均比注漿成形有大幅度的提高,目前被國內(nèi)外多數(shù)碳化硅輥棒生產(chǎn)企業(yè)采用。但由于不同企業(yè)工藝技術(shù)等的差異,產(chǎn)品質(zhì)量相差較大�。
(3) 冷等靜壓工藝成形:該生產(chǎn)工藝先進(jìn)、可靠高效,很大程度上提高了輥棒的常溫和高溫強(qiáng)度,為輥道窯向?qū)掦w�����、產(chǎn)量超大及高負(fù)載方向發(fā)展提供了強(qiáng)有力的保障�。
碳化硅輥棒生產(chǎn)廠家嗎的特點(diǎn):高溫強(qiáng)度大、抗熱震�����、抗高溫蠕變、抗氧化性強(qiáng)��、耐磨性好等主要性能��。
待輥棒插出傳動(dòng)一側(cè)窯墻時(shí)不要急于裝上傳動(dòng)齒輪��,先用耐火棉將瓷管縫隙間簡單塞一塞����,并繼續(xù)一直不停地轉(zhuǎn)動(dòng)瓷管,等到傳動(dòng)一側(cè)的瓷管頭冷卻到一定溫度之后再安裝傳動(dòng)齒輪��,并將瓷管輕輕裝進(jìn)鋼套�,以免熱瓷管接觸鋼套時(shí)因急冷而損壞。注意傳動(dòng)齒輪必須裝正��,水平��,與相鄰的前后傳動(dòng)齒輪距離保持一致��。 新輥棒安裝好以后��,將碳化硅輥棒價(jià)格兩端與窯墻之間的縫隙用耐火棉塞密��,塞實(shí)����,尤其注意瓷管下面部分與窯墻之間的縫隙用耐火棉塞密實(shí)�����。同時(shí)將輥棒尚未塞耐火棉的一端用棉塞密實(shí),塞棉的深度參照的要求���。最后查看彈簧是否落在軸承上�����,并用記號筆在瓷管的一端寫上更換的日期與時(shí)間�����,瓷管型號以及瓷管順序號����。